

全国统一销售热线:13838000943
 厂家直销
厂家直销 品质保障
品质保障 无忧配送
无忧配送 售后保证
售后保证工作原理
1.机床调试与自动动作
1.1 将蹄铁和刹车片装入工装并确定孔对好,用手动确定所有自动需要的参数并写入;确认铆钉及模具;将上下滑台,旋转台,铆钳上部,铆钳下顶出调试到正确的装工件位,按下启动,启动自动。
1.2上下滑台和旋转台同时运转到一个要铆接孔的设定坐标并解锁,铆钳下顶针和下铆头同时伸出,将顶针插入铆钉孔中定位,开关检测都到位后,上铆接头开始伸出铆接,在顶针的导引下把铆钉穿入铆钉孔,然后连蹄铁一块儿压到下铆接头上进行铆接,铆接压力到达后,铆接头退回,同时下铆接头和顶针走程序设定的位置,都到达后执行下一个铆接动作,直到全部铆接完成后,走到装工件位置,依次循环。
1.3投铆钳属于独立程序,与主程序无关,只进行拆除需要拆除的铆钉用;所有动作都需要开启油泵,接通气源。
机床主要特点
1.1.1 开发的原因;由于现有蹄铁铆接机的落后和人力资源的匮乏,大家都在陆续开发自动铆接机,但到目前为止还没有一款可以完全替代人工铆接的设备;
原因有下面几点,1产品类别的适应性;人工铆接几乎可以覆盖所有的蹄铁产品,
可以很好的适应市场需求。2产品公差的适应性,人工手穿铆钉先穿后铆,可以自由借位,是先穿完铆钉再铆,有问题铆接前就处理了,对目前的蹄铁公差有很好的适应性,缺点是铆接时铆头与铆钉不能对位铆接效果不好控制,工人劳动强度大。
1.1.2 解决问题的特点:自适应性铆接;我们通过努力将人工铆接的原理及动作数控自动化,达到了人工铆接的适应性,同时又有自动降低工人的劳动强度,使蹄铁铆接变的方便快捷。
售后服务:
1、设备保质期为终验收之日起一年。(铆具除外)
2、在保质期内,若因机床故障造成甲方停工,乙方在接到甲方通知2小时内给予答复,24小时内到现场进行有效服务。 但如有下列情况者,虽在保质期内,乙方将收取零件费:
2.1未定期保养或操作不当造成机件损坏;
2.2自行修改参数造成电气系统损坏;
2.3因不可抗力造成的机械损坏;
2.4因电压不稳或超过380V±15%范围造成的机械损坏。
2.5在保质期内,乙方对设备各类故障应及时免费提供维修服务,对非人为造成的各类零件损坏,及时免费更换。
培训:
1.乙方工程技术人员将在机床安装调试现场对甲方人员进行系统、操作、维修培训。
2.培训工作分两次进行:卖方工厂(与预验收同时进行); 买方工厂(与终验收同时进行)。
培训做到被培训者能够掌握机床的操作、简单故障识别和排除。
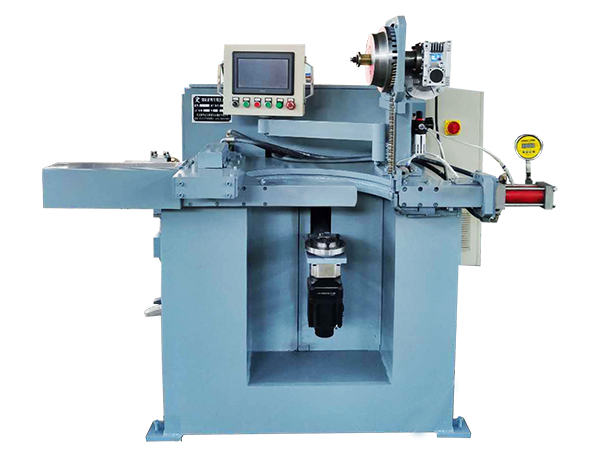
1该机床可对鼓式刹车蹄进行铆接加工。铆接方式采用卧式自动上钉铆接加工,铆接后的制动蹄总成达到以下标准:刹车片不松动、无裂痕、精度高。
2铆接覆盖率高,适应性好;可以满足90%的蹄铁铆接,铸造蹄,焊接蹄都可以完成高质量的铆接。
3产品更换快;采用模块化设计,更换产品正常大约30分钟可以生产。
4稳定性好,效率高;高刚性的结构和简洁的动作,设备运行非常的稳定,采用低惯量的活动部件,可以获得更高的效率。
|
外型尺寸 |
2000*1700*1850mm |
|
铆钉规格 |
6/8/10 |
|
升降电机 |
130伺服 |
|
旋转电机 |
130伺服配减速机 |
|
液压站电机 |
1.5kw/1400转/分 |
|
铆头油缸 |
线速46mm/秒 |
|
蹄片宽度 |
80―230 |
|
蹄片外半径 |
R≥142-230 |
|
加工节拍 |
50秒/套 |

