


�������ֲ��øְ�������Ͻṹ���������˻����˶����ԣ�ȷ���˻�����ʱ����ȶ��ԡ�X��Z������ø߾���ֱ�ߵ��켰�߾��ȹ���˿�ˣ�̨�サ���ŷ����ֱ��������ȷ����������ʹ�õĸ߾��ȣ��������ƶ�ʱ�Ĵ�����
ȫ��ͳһ�������ߣ�13838000943
 ����ֱ��
����ֱ�� Ʒ�ʱ���
Ʒ�ʱ��� ��������
�������� �ۺ�֤
�ۺ�֤�߾��ȱջ��������������˵��
�߾��Ȼ���������ϵͳ��
1���������øְ�ʱЧ������������Ӧ�������ֻ������ȳ��ڲ��䡣
2���Զ����¹����ṹ����ʱ��ӹ������˹����Ӷ�ʹ�ӹ�������Ч�ʺ������õ���ǿ�����ı�֤��
3�������˶���в���ȫ������У�ʹ����������������������Ƹ߾������ᣬʹ��������������ӡ�
�������˶�������
1. ���ֻ����ľ��ȡ�
2.��ת����ø߾��ȳ��ּ���У�������ֱ�����ƣ��ṹ�����������Ը��ã��ɳ��ڱ��־��ȡ�
3.Z�����ز�����ֱ�ߵ���.����˿������ֱ����ȷ����ÿһ��������ꡣ����ȫ��������ʵ�ָ߾��ȵļӹ���
4�����������˶���о����ý�����У��Ӷ�ʹ�����ӹ����ȵĿɿ��ԣ������Ը��ߣ���֤�ͻ���Զ�����档
ǿ�Ƴ鳾ϵͳ��
�������������װ�ã�ר����ѹ�����������ϵͳ���������ܸ��ѣ�ʹ�û������ã�Ϊ�ӹ������ĸ߾��ȼ������涨�˻�����
����ϵͳ��
һվʽ�Զ����й��ͻ���װ�ã���ʹ���죬˿�ˣ����ܵõ�����֤������ʹ���������ҽ��ܻ�����
�߾��ȼ���һ�������ȣ�
�ɽ���Ϊȷ��ÿһ̨������ľ��ȣ�ȫ������ǧ�ֱ�����豸�Ķ�λ���Ⱥ��ظ���λ���ȡ�
���ϵͳ��Ҫ����
1��֧���䷽�Զ���̣��û�����Ӵ����룬ֻ��Ҫ�Լӹ��䷽���üӹ����գ���ɽ��мӹ���ͬʱ��֧�ֶ����䷽�洢��
2���䷽��ֱ�ӵ���Ƕ�뵽�����У�
3�����ּӹ���ʽ�������ϼӹ������������������� ���������ȼӹ���ʽ��
4��ר�������и�����ͷ�Ķ���ģʽ��
5��ʵʱ�����ӹ�����������ӹ�״̬��
6���ӹ�Ԥ�ݣ��ӹ�����ʵʱ��ʾ�����䷽��������У�ӡ�
7���ɽ��е������Ҳ�ɽ���������ף�����ӹ��ٶȡ�
8��ѹ���ִ��������ܣ��ִ������Զ�ͣ����ʹ�����ȶ��ɿ���
9�����ж�Ƥ������ͷ�Զ��������ܣ��ڼӹ�����ʱ�Զ�����������ʱ������ã�
10���ϵ�ʱ�Զ�����ӹ�״̬���ϵ�ָ��ӹ���
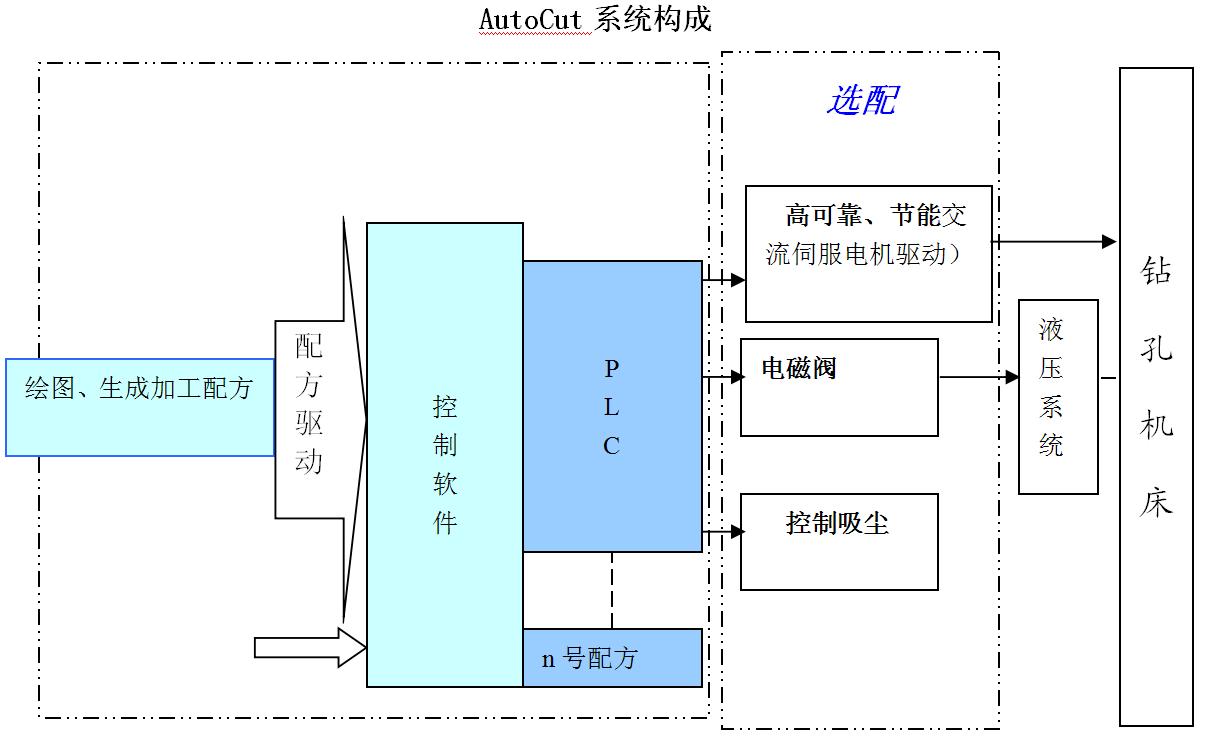
����ͼ��ʾ�����ϵͳ��һ������������������ϵͳ�ɻ���PLC�˶������ŷ��������Ƶ�·���ɡ����ϵͳ���������ֶ�ģ�顢����ģ�飬�䷽ģ�����ɡ�
�䷽ϵͳ��Ҫ�ص�
1�������䷽���������������˹��˵��Ͷ�ǿ�ȣ�����˹��˵Ĺ���Ч�ʣ���С����������
2������ʹ�ü���ѧ���
3���䷽ֱ��Ƕ�뵽�����У�ʵ�����˻�һ�廯����������ɼӹ�����
4�����¹������м�����һ�˿���ͬʱ������̨�������
5��������Ϊ�����ߣ������û���������չ�Ŀռ䣬���Ƽӹ��ٶȺͼӹ�������ʹ�ӹ���ü��ɿ���
6���������Գ����ӹ��������Ż���ʹ������ȶ����ɿ���
7���䷽������Ϊ�˷���ͻ��䷽���ò�����ͼֽ���룬���ҿ�ʵ�������ṩ�䷽����ͼ�μ�������
�豸�������ƣ�
�������ֲ��øְ�������Ͻṹ���������˻����˶����ԣ�ȷ���˻�����ʱ����ȶ��ԡ�
X��Z������ø߾���ֱ�ߵ��켰�߾��ȹ���˿�ˣ�̨�サ���ŷ����ֱ��������ȷ����������ʹ�õĸ߾��ȣ��������ƶ�ʱ�Ĵ�����
Z�����������̶����������˶�����ͨ������ �Զ�������ʹ�������ȵĿ��������ӹ����棬����ӹ��г̲��������������˼ӹ���Ʒ�İ뾶��Χ��
ѹƬϵͳ����Һѹѹ��װ�ã�ʵʱ���˶���������ѹ��������˼ӹ�����������ѹ���������λ�ƾ���ʧ������⣬ѹ���������������ѹ���ִ����ѣ���������豸���������⡣
���Ჿ�ֲ��ö��ص���ƣ���λ��Ͳ���ٴθ������Զ���ԭλ�����ļ����˸�����������Ѷȣ������˹��ͻ���ʹ�á�
��Ƭ�������ֱ�ߵ��죬���ز��ù�翪�أ�ȷ����Ƭ�ߡ��������е�ƽ�ȶȡ��߾��ȼ����ڵĿɿ��ԡ�
|
�� �� �� �� |
|
�豸�ͺ� |
��λ |
QJR-403F1 |
|
���� |
�����ߴ�(����������) |
mm |
3000*1850*2200 |
|
|
�豸������ |
kg |
4500 |
||
|
����̨ |
����̨�ߴ� |
mm |
220*260 |
|
|
���� |
mm |
220*220*40 |
||
|
�г� |
X1���г� |
mm |
-210---0 |
|
|
X2���г� |
mm |
-160---100 |
||
|
X3���г� |
mm |
-100---155 |
||
|
���ص�Դ |
������� |
us |
1-250 |
|
|
��϶���ٻ��ٱ� |
|
1��36 |
||
|
�ŷ������ |
̨ |
5 |
||
|
����ͷ�� |
̨ |
1-3 |
||
|
�ŷ��ٶ� |
�� |
0-1000 |
||
|
�ŷ����� |
�� |
|
||
|
�ŷ����� |
�� |
1-1000 |
||
|
����ٶ� |
�� |
0-10 |
||
|
Max��״��� |
�� |
20 |
||
|
Min��������� |
um |
1 |
||
|
����ֱ��� |
um |
0.4 |
||
|
�ӹ����� |
Z���г̣��綯�ɵ��� |
mm |
280 |
|
|
Max��ת�Ƕ� |
|
270�� |
||
|
����̨������ |
kg |
300 |
||
|
�ӹ����� |
�����X/Y |
mm |
��0.0 12 |
|
|
�ظ���λ����X/Y |
mm |
��0.06 |
||
|
��ͷ����� |
mm |
��0.06 |
||
|
����ֲڶ� |
um |
Ra��6.3 |
||
|
�ӹ�Ч�� |
Max����� |
�רMmin |
��80 |
|
|
��������� |
�רMmin |
��70 |
||
|
Max�ӹ����� |
A |
��15-20 |
||
|
�ӹ���Դ���ص�ѹ |
V |
380-400 |
||
|
������ |
KW |
��10 |
||
|
Һѹϵͳ |
����ѹ�� |
MPA |
4 |
|
|
��ȥ��ʽ |
|
���� |
||
|
Һѹ�ͱ�� |
|
46#��ĥ |
||
|
��ŷ���ѹ |
|
24V |
||
|
�鳾ϵͳ |
������ |
|
90% |
|
|
���˷�ʽ |
|
���������ʽ |
||
|
����ͺ� |
|
9-19-2.2KW |
||
|
�����͵��� |
���� |
|
380V��10% / 50/60Hz /10kVA |
|
|
�¶� |
|
�¶�15-30�� / ʪ��40-80% |
||
|
��ѹ |
kpa |
86-106kpa |

