


整形机磨床是针对目前行业生产出刹车片毛坯方度不统一,对后续加工磨削的精度影响大,加大了后续加工难度,从而开发的一种新型专用设备,主要用于刹车片两端的磨削,本机设计新颖,生产效率高,运行安全可靠。磨削后的产品美观、宽度保证、质量稳定,有效地解决了生产线后续设备加工困难的问题。
全国统一销售热线:13838000943
 厂家直销
厂家直销 品质保障
品质保障 无忧配送
无忧配送 售后保证
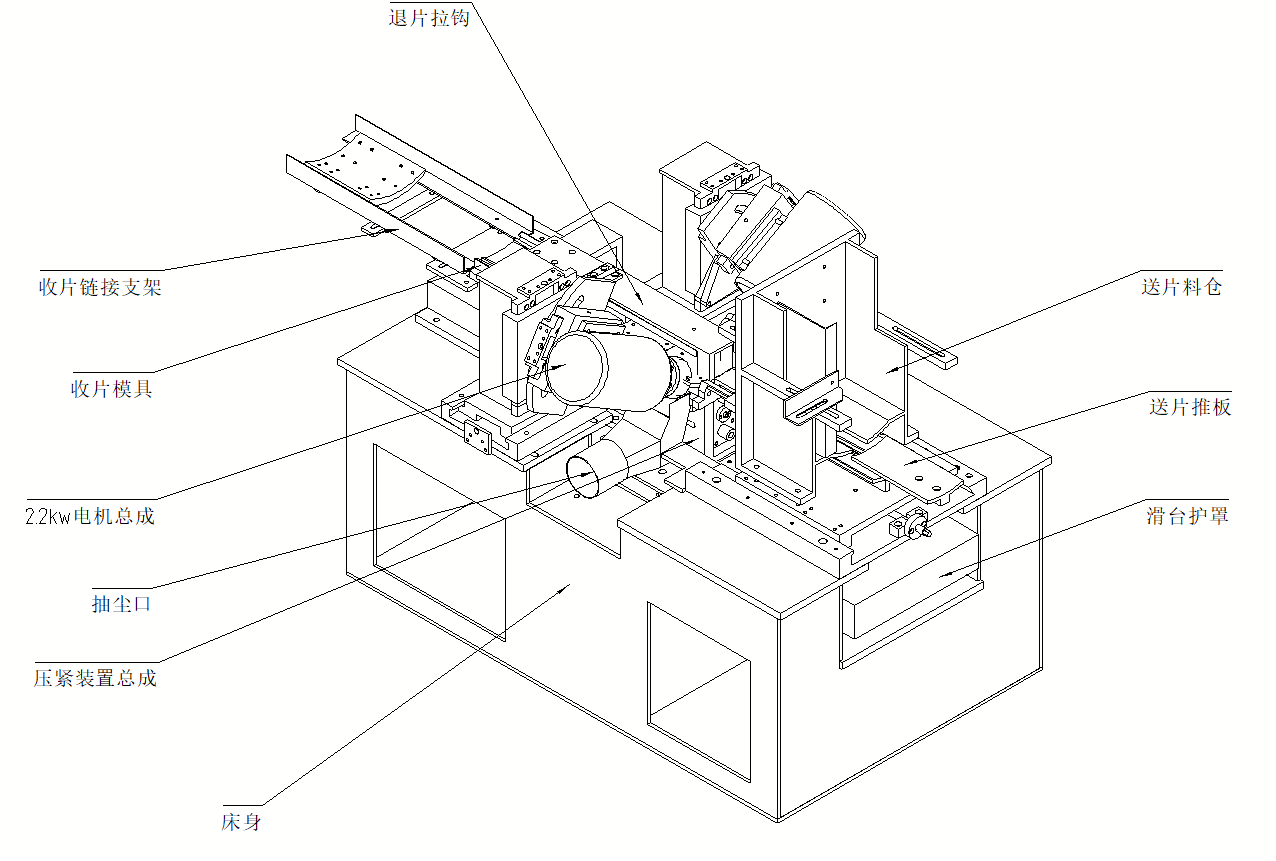
售后保证本机主要由机架、模具部件、定位装置总成、进给滑台装置总成、砂轮电机装置总成、弧板送料料仓、压片装置总成、电气液压系统、防尘及安全防护装置、收片链接板等组成。各部件底座由螺栓与床身固定,砂轮电机燕尾底座固定在床身前后两端,燕尾上方的电机与电机座固定后,手动调整底座丝杠距离来控制刹车块的磨削宽度,伺服电机控制滑台进行左右进给动作,从而带动推片弧板把产品推入模具胎中,经过定位和压紧后,通过刀盘进行磨削,滑台退回,磨削完成。
滑台进给速度由伺服电机控制,压紧由油缸动作完成,定位由气缸定位完成,两者动作由配电柜控制。
使用方式:
1、接通电源和除尘管道。
2、调整两组合砂轮之间的间距使其达到刹车片要求的宽度。
3、把待磨产品样块放入料仓通道,启动送料,输送的磨削砂轮边缘时停止,观察刹车片宽度和砂轮中的的宽度是否接近相符,并调整。
4、依次启动磨头和滑台电机,让刹车片样品通过金刚石砂轮进行磨削,测量宽度并调整砂轮中间的距离,满意后锁死燕尾,然后把需要加工磨削的刹车片放入料仓中,产品通过弧板推入到模具中,通过两边金刚石砂磨削,滑台退回,产品磨削完成。然后掉入组合磨床后的接片料仓平台上,进行下一工序加工。
数控电源装置的设计思路是高配置、高可靠性、高自动化操作和友好的人机交互操作。
编控系统是基于台达平台的磨削编控系统,系统由运行在基于PCI总线的2轴运动控制,和高可靠、节能交流伺服电机驱动器、0.5微秒主振板、取样板组成。在加工过程中,本系统能够控制加工速度和加工参数,完成对不同加工要求的加工控制,是机床和系统的完美结合
3、转 速: 2870r/min
4、外型尺寸: 1460mm×900 mm×1230 mm
5、产 量: 4800-7200个/8小时7、砂轮规格: φ100刀盘两个

